Nutresa es remontarnos hasta 1920, momento en el que vio la luz en Colombia la Compañía Nacional de Chocolates Cruz Roja, convertida más adelante en Compañía Nacional de Chocolates S.A. Con el paso del tiempo y su consolidación en el mercado nacional y Latinoamericano cambió su denominación a Grupo Nutresa, nombre que recoge todas las categorías de alimentos del grupo y fortalece el vínculo de sus marcas con la salud, la nutrición y el bienestar.
Actualmente la compañía tiene presencia en Colombia, Chile, Costa Rica, Guatemala, México, Panamá, Estados Unidos, Venezuela, Ecuador, El Salvador, Nicaragua, Perú, República Dominicana, Malasia, Filipinas y Sudáfrica.
En palabras de Carlos Toro, director de Operaciones de Nutresa México, “nuestra visión de futuro está enfocada a generar progreso y desarrollo para todos. Nos inspira el ser humano y promover el desarrollo sostenible apropiando las capacidades para evitar el deterioro ambiental y generar prosperidad para las comunidades donde Grupo Nutresa opera”. Prueba de este compromiso es que la empresa tiene presencia en el Dow Jones Sustainability Index, que evalúa la sostenibilidad de miles de firmas cotizadas en las principales bolsas mundiales.
La línea de chocolate
La compañía dispone de nueve líneas de alimentación, entre las que destaca la de chocolate. En concreto, la producción de este dulce se centraliza en cinco plantas industriales: dos en Colombia, una en Perú, una en Costa Rica y una más en México. En esta última la empresa factura más de 60 millones de dólares al año, lo que representa el 10% de todo su negocio de chocolate, conformándose como la filial con más potencial de crecimiento en este ámbito.
Precisamente, para cumplir sus objetivos de negocio, en Nutresa México llevan colaborando con la empresa de maquinaria de packaging Cama Group desde hace diez años. Durante este tiempo han podido comprobar la fiabilidad de los equipos de este fabricante italiano.
“Conocíamos sus máquinas y las habíamos probado en nuestras líneas de chocolate. Eso nos dio la garantía para adquirir nuevos equipos para otras líneas de producción como Cremino y Muibon”, “Cremino es un praliné creado a base de avellanas y cacao. “Su tamaño y textura superan lo convencional, por lo que esta crema sobresale en todos los mercados por su atractiva presentación, fino sabor y precio competitivo”, reconoce el directivo, quien añade: “Por su parte, Muibon es un barquillo relleno de crema de avellanas con cubierta sabor a chocolate y cacahuates”, afirma Toro.

Retos destacados
En ambos casos, los responsables de Nutresa México tenían un par de retos de fabricación por delante a la hora de implementar estas máquinas. El primero era aumentar la productividad, “lo que significa desarrollar más kilos de producto con las mismas horas/hombre que estaban registrando”. Y el segundo querían eliminar la presión sobre la mano de obra de estos productos actuando sobre los finales de línea, muy intensivos en trabajadores, sobre todo para el proceso de empaquetado. Esto nos ha obligado a “buscar y explorar nuevas alternativas como las máquinas IG270 para Cremino y IF296 para Muibon”, asegura.
Por este motivo, decidieron dar el paso y automatizar una línea de las dos líneas de Muibon y la única línea de Cremino, en ambas con una gran ventaja que describe Toro: “Estas máquinas de Cama Group nos permiten empacar cada barra de chocolate en las diferentes presentaciones para los distintos canales a los que servimos: mayorista dulcero, cadenas de supermercados y clubes de precio”. En otras palabras, “estas máquinas son soluciones integrales muy flexibles que nos permiten atender a esas tres necesidades de presentación de estos canales”, afirma.
Ahora bien, durante el proceso de implantación tuvieron que salvar algún que otro obstáculo. Según comenta Toro, era fundamental sincronizar las nuevas máquinas con las soluciones que estaban utilizando en la línea para termoformar las bandejas donde irían depositadas las barras de chocolate. Y además, esto se debería hacer con la mayor velocidad posible, puesto que tenían instalados cuatro equipos que envuelven el chocolate y alimentan las máquinas de Cama Group. “Afortunadamente, encontramos la forma de que todo funcionara adecuadamente”, reconoce Toro.

En este proceso también contaron con el apoyo de dos técnicos de Cama Group durante dos semanas que les ayudaron en la implementación. Además, llevaron a cabo sesiones de formación de los técnicos tanto de mantenimiento, para poder comprender los principios de su funcionamiento, como de los operarios que se encargarían de manejar las máquinas.
El proceso de funcionamiento de ambas máquinas es sencillo. En el caso de Cremino, los equipos de Nutresa México termoforman las bandejas, el modelo IG270 coge esas bandejas de un alimentador y, gracias a sus brazos robóticos, agarra los chocolates que se transportan sobre unas bandas, y va poniendo piezas en las bandejas. En cuanto a Muibon, la máquina IF296 es un equipo monobloque, la cual arma la caja display donde irán los barquillos, carga los barquillos dentro de esta y luego la sella con pegamento caliente.
Beneficios de las máquinas
Una vez instaladas, ambas máquinas aportaron a Nutresa México una serie de ventajas. “En primer lugar, habría que destacar la confiabilidad de los equipos; seguidamente, la flexibilidad para incorporar diferentes formatos; y, finalmente, que se trata de equipos simples de operar y de mantener”, enumera el directivo, quien, además, remarca dos temas que para ellos eran de total importancia.
El primero es la inocuidad y la seguridad alimentaria; y el segundo, la salud y el cuidado en el trabajo. “Queremos equipos que garanticen que cumplen todo el tema relacionado con los riesgos, la contaminación y la inocuidad; pero también queremos máquinas que nos aseguren que ninguno de nuestros operadores sufre ningún riesgo de accidente en el momento de estar funcionando el equipo”.
Para ello, ambas máquinas se presentan con una seguridad reforzada, con piezas en acero inoxidable, guardas de seguridad, evitando los peligros de atrapamientos, golpes y que los operarios tengan acceso a las partes móviles de las máquinas. “El objetivo es que no se produzcan accidentes”, resume Toro. Y, de momento, lo están consiguiendo. De hecho, según afirma el directivo, han tenido un cero por ciento de riesgo de enfermedades osteomusculares por movimientos repetitivos. “Esto es algo muy valioso para nosotros, porque por encima de todo queremos cuidar a nuestros trabajadores”.
Eso sí, estas no son las únicas cifras positivas que el directivo de Nutresa México destaca a la hora de hablar sobre estas máquinas. Dentro del índice Global Efficient Equipment, sus indicadores han pasado de una eficiencia global de la línea de 84% a una del 86%. Además, la instalación de estas máquinas les ha permitido aumentar la productividad de las líneas en un 14%.
Eso se traduce en una producción de 300 barritas de chocolate al minuto solo en Muibon, que al tratarse de dos líneas, serán 600 unidades por minuto en la planta de Nutresa México. En cuanto a Cremino, pueden producir 1080 unidades por minuto. Esto, sumado a los otros productos de chocolate que comercializa la empresa en México, da una cifra de más de 300 millones de piezas de chocolate al mes. “Seguimos creciendo en el negocio de chocolates en todos los países donde tenemos plantas de producción propias, no solo por encima de la competencia, sino también más allá de lo que crece la categoría en los mercados en los que participamos”.
Nuevas adquisiciones en 2023
No resulta extraño, por tanto, que Nutresa México ya se esté planteando para el año que viene una nueva adquisición de las máquinas de Cama Group para seguir automatizando sus líneas de producción de chocolate. Concretamente, la línea gemela de Muibon, que actualmente se opera en manual. De hecho, la empresa considera al fabricante italiano un partner relevante para el desarrollo y la consolidación del Grupo Nutresa en México.
Es más, Toro define la relación entre ambas empresas en dos palabras: cercanía y servicio. “El equipo ejecutivo de Cama Group siempre ha estado ahí cuando nos ha hecho falta, y nos ha atendido a cualquier hora y día. Además, localmente contamos con la compañía asociada a Cama Group, denominada Huapaq, que nos proporciona soporte y respuesta inmediata a cualquier necesidad”, manifiesta Toro. Incluso, añade, “hemos contado con espacios en ferias locales donde ha participado Cama Group con puntos adicionales de contacto con el equipo comercial del fabricante”. Por todo ello, el directivo valora muy positivamente el trabajo que están haciendo Cama Group y cómo sus máquinas les pueden ayudar a ser más competitivos en un mercado como el del chocolate en el que es fundamental la diferenciación.
“El equipo ejecutivo de Cama Group siempre ha estado ahí cuando nos ha hecho falta, y nos ha atendido a cualquier hora y día. Además, localmente contamos con la compañía asociada a Cama Group, denominada Huapaq, que nos proporciona soporte y respuesta inmediata a cualquier necesidad”.
 Características de las máquinas IG270 y IF296
Características de las máquinas IG270 y IF296
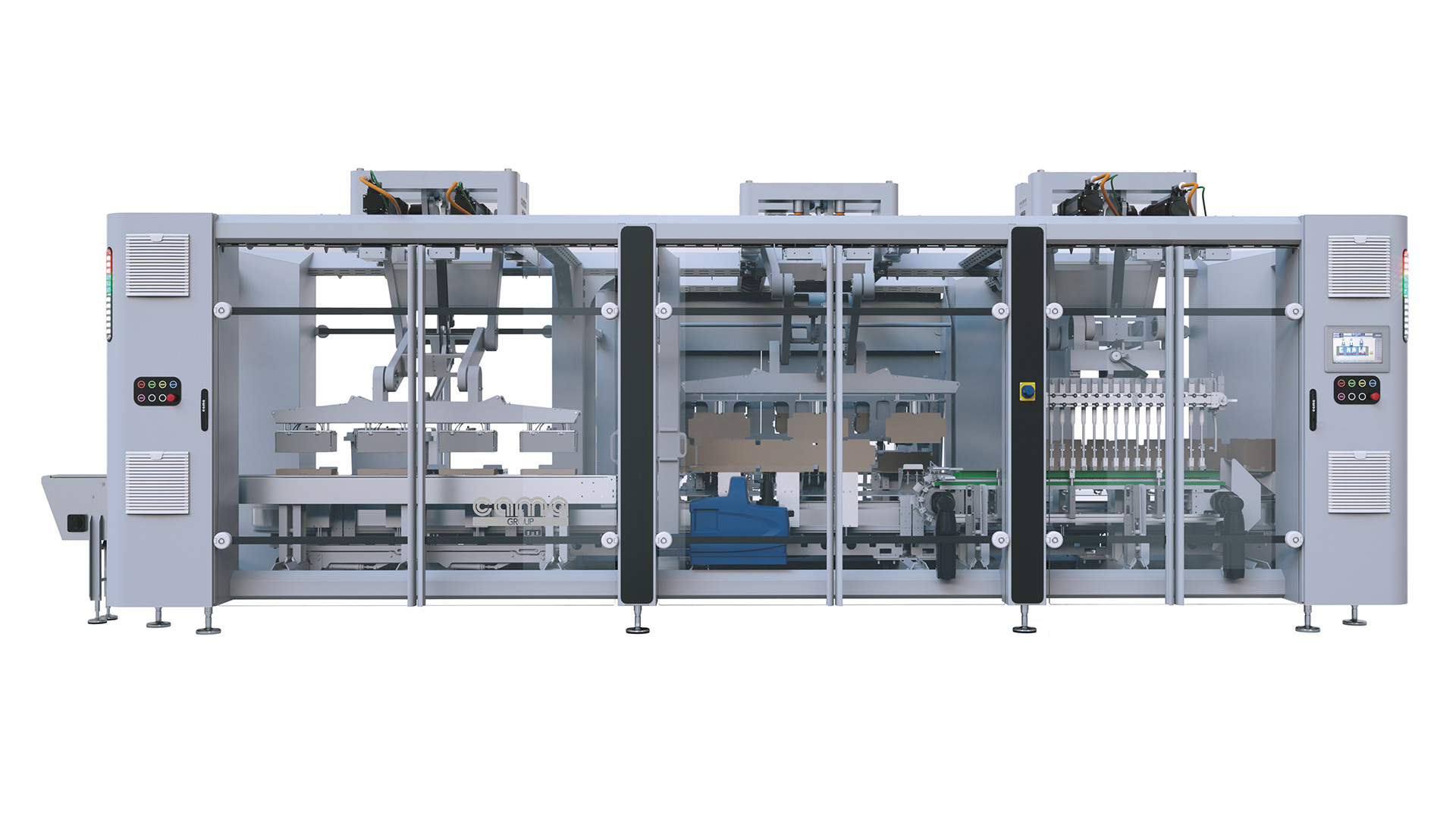
El modelo IG270 es una unidad de carga automática compuesta por robots Triaflex. Se trata de robots con brazos de fibra de carbono adecuados para el manejo rápido e inteligente de productos. A través de un sistema de visión inteligente, estos robots pueden clasificar y recoger productos sueltos en una línea de producción y colocarlos en un contenedor, caja o en un transportador mediante un patrón preestablecido.
“Los robots Triaflex cuentan con la tecnología patentada de Cama que proporciona a la IG270 la característica de ser una de las máquinas con menor ocupación de espacio del mercado. Además, el equipo tiene una modularidad mejorada y características dinámicas que son parte de nuestra tecnología Break Through Generation (BTG)”, explica Óscar Hidalgo, responsable de Ventas para el mercado latinoamericano de Cama Group. Por tanto, este equipo es idóneo para trabajar productos envasados y sin envasar, permitiendo cambios de formato muy rápidamente.
Finalmente, el equipo permite a través de su interfaz de usuario, un monitoreo y control de consumo energético y neumático (permite verificar datos como humedad, vibración y temperatura en tiempo real) y en algunos casos permite replicar el comportamiento del proceso; es decir, “ver lo que está sucediendo en la máquina en tiempo real”, añade Hidalgo.
Por su parte, la IF296 es un equipo monobloque de alta velocidad que incorpora unidades robóticas para el armado, carga y cierre de cajas, y permite la manipulación de productos envueltos y flowpack. El equipo garantiza un manejo cuidadoso del producto, cuenta con piezas de cambio de formato a desenganche rápido y una superficie de ocupación de espacio reducida.